
防爆(配电箱,检修箱,照明箱,动力箱)*

产品简介
详细信息
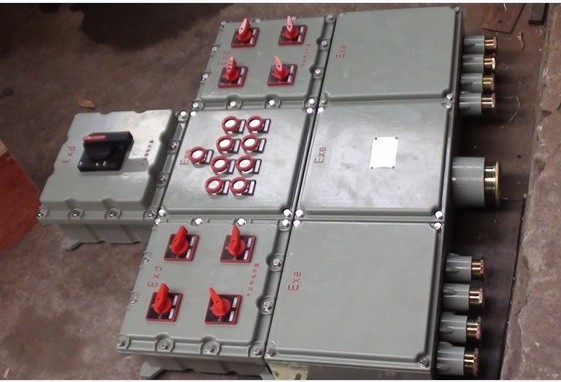
防爆配电箱,防爆检修箱,防爆照明箱,防爆动力箱,BXM(D)51防爆照明动力配电箱,防爆配电箱厂家,防爆配电箱价格,防爆配电箱资料
装配体
技术要求
本产品须严格按照企业标准QB/HK-FBX.2-2010标准执行。
1.装配前应对零、部件的主要配合尺寸进行复查。
2.装配过程中零件不允许磕、碰、划伤防爆面。
3.螺钉和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
4.装配电气部件前按要求进行打压试验,加压1MP,保持10-12S。应保证箱体无明显变形,无泄漏。
5装配电气部件时注意位置恰当,安装牢固。
6.线号使用打号机打号,线号清晰完整。接线注意线序颜色及线径。
7.电气设备安装后按电气设计要求调试。
8.调试结束后紧固线束,装好线槽盖,注意接地线是否连接好。接地线可使用Φ20-30圆棒缠绕6-8圈,以减少其运动损伤。
9.紧固箱盖前,于箱体防爆面均匀涂抹一层厚0.1-0.3mm3#钙基脂。
10.紧固箱盖时,用18N.M拧紧力矩将各螺钉交叉、对称、逐步、均匀拧紧。
11.箱盖紧固后应使用塞规检查隔爆缝隙,zui大缝隙小于0.1mm。
12.装配完成后清洁箱体表面,使用发泡塑料适度包装,避免运输及安装过程破坏箱体结构及表面喷涂层。
 箱体
箱体
技术要求
1.未注形状公差应符合GB/T1804-2000-M的要求。
2.焊接采用固定工艺装备,焊后退火,减少变形。
3.精加工后的零件防爆面不允许有锈蚀和影响性能、寿命或外观的磕碰、划伤等缺陷。
4.所有焊缝须双面焊接,不能有焊透砂眼等焊接缺陷,焊后须将焊缝修平。
5.螺纹孔与盖配做。
7.喷涂除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢。
8.全部加工工序完成,内外表面静电喷涂。喷涂用防腐耐候漆,颜色为驼09。
9.喷涂时注意保护防爆面,不能喷漆。螺纹部位不能喷漆。
10.防爆壳体须能承受7J能量的冲击而不损坏。
调质
技术要求
1.未注形状公差应符合GB/T1804-2000-M的要求。
2.经调质处理,HRC50~55,或用3Cr13材料代替。
背板
技术要求
1,器件、线槽、导轨固定牢固。
2,电线用工具扒头,穿线号管,压接于绝缘端子。
3,与盖板器件连接的线缆自左侧引出,结束并扎牢。
防爆玻璃
技术要求
1.未注形状公差应符合GB/T1804-2000-M的要求。
2.玻璃内部无气泡杂质。
3.玻璃应符合3836.1第23.4.3.1的4J冲击试验和第23.4.6.2热剧变要求。
:
防爆配电箱,防爆检修箱,防爆照明箱,防爆动力箱,BXM(D)51防爆照明动力配电箱,防爆配电箱厂家,防爆配电箱价格,防爆配电箱资料 装配体 www.zj8899.com www.zj8899.com www.shbxmd.com www.yqkmfb.com